We usually have brake-shop custom-bent material with us when we arrive to attach siding to a building. This works well in some 90% of cases. However, there are occasions where the variances are too great to meet our exacting standards.
We bring a portable brake bending machine with us to site when we anticipate this happening. This avoids having to go back to our workshop to fabricate custom pieces, and means we can assure accurate alignment. Customers often ask us about brake bending, and this is what we tell them.
Where Does the Word Brake Come From?
The word ‘brake’, as it applies to modern sheet bending, comes from the Middle-English word ‘breken’ meaning to bend, deflect, or change direction. In those days metal bending involved pressing a metal sheet over a wooden mould, and tapping it down with some type of hammer.
Nowadays, We Use More Efficient Tools
Modern brake-forming presses force a work piece over a shape, so it assumes the required form. We bend our custom pieces more than necessary, so when residual forces spring the metal back it assumes the proper bend. We also have to allow for the metal stretching slightly on the outside of the bend.
Four basic types of bending are possible, with the right equipment and the forming shapes beneath the metal:
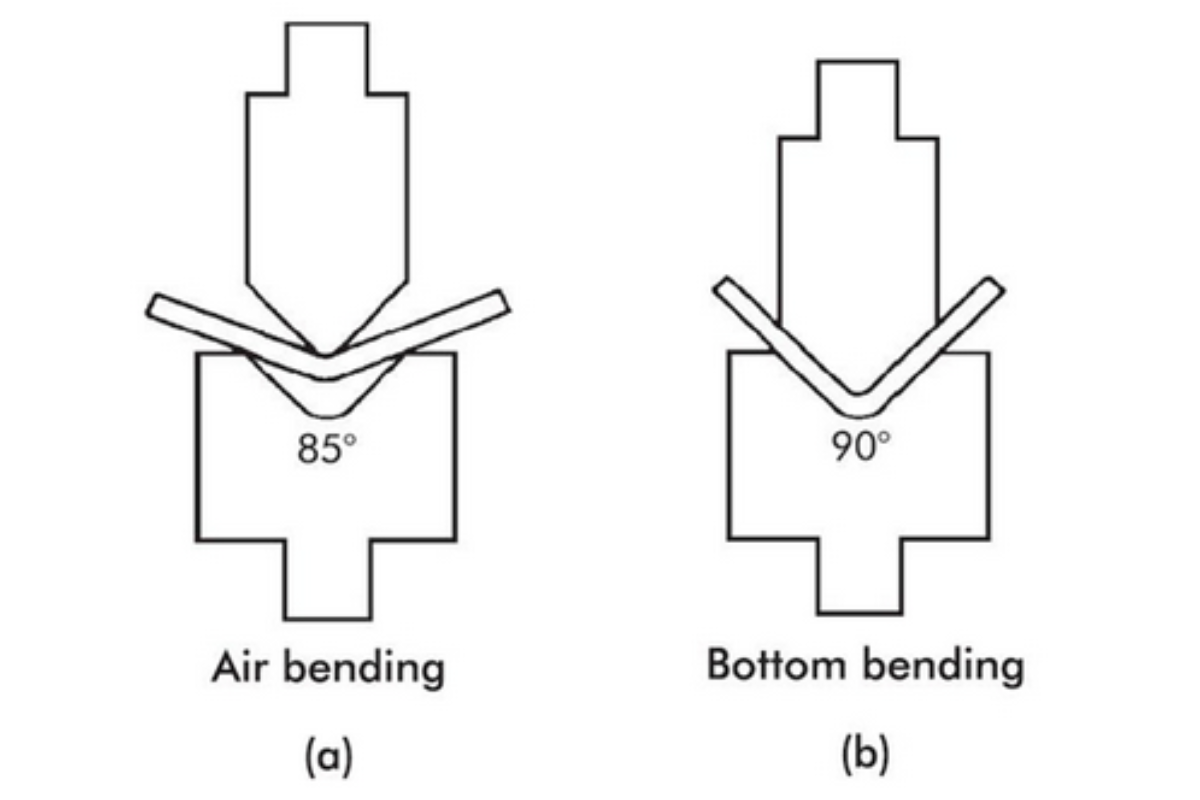
- Air Forming presses the metal into a V-shaped former often using a matching die block. However, this only presses as deeply as necessary to obtain the correct angle. Relatively low cost makes this an attractive option, although the final result is not entirely consistent.
- Bottoming presses the metal all the way into a V-shaped former, often using a matching die block. This process is more expensive because it requires a purpose-built tool. The results are more consistent, justifying higher cost where this is unavoidable.
- Coining is similar to bottoming, except vastly more pressure is applied. The metal is permanently deformed with little or no spring back. This process is far more expensive, and superfluous to our needs in our line of business.
- Roll bending replaces the bottom V-shaped former with a set of rollers to create a curve. The end results are predictable allowing a considerable degree of accuracy. This process does, however, requires greater pressure, and the cost reflects in our rates.
NOTE
We do not use any of these methods to form our K-style gutters on site. In this instance we pass the metal through a series of rollers, in order to achieve the characteristic, classic shape.
More Information
Board and Batten Back in Fashion